![[field:companyname]](http://m.93483.cn/Uploads/Index/2021-04-20/607ec99820b41.png)
鋁箔軋制的特殊性
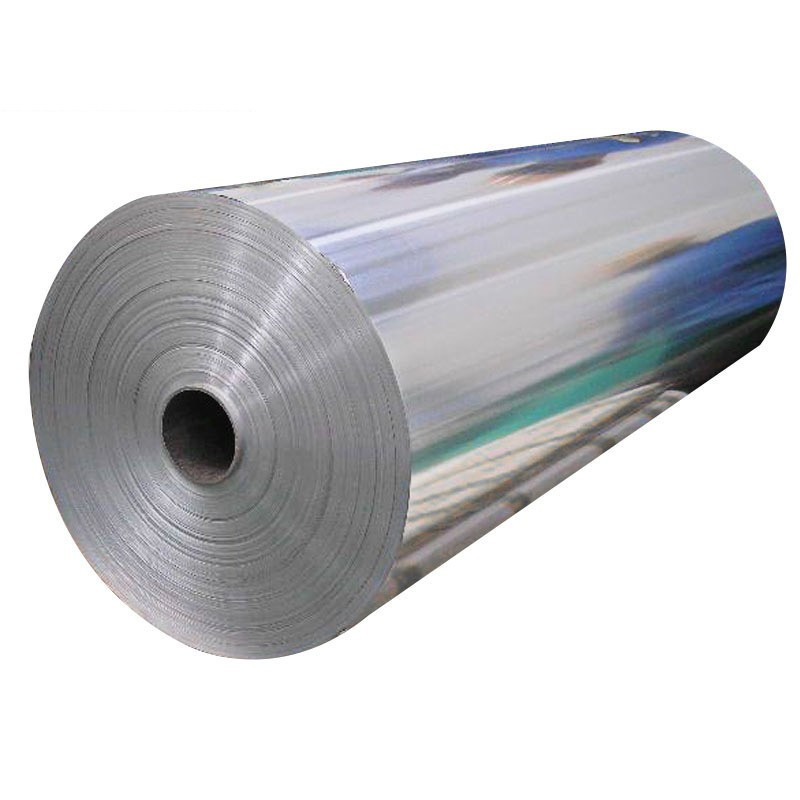
在雙張箔的生產(chǎn)中,鋁箔的軋制分粗軋、中軋、精軋三個(gè)過程,從工藝的角度看,可以大體從軋制出口厚度上進(jìn)行劃分,一般的分法是出口厚度大于或等于0.05mm為粗軋,出口厚度在0.013~0.05之間為中軋,出口厚度小于0.013mm的單張成品和雙合軋制的成品為精軋。粗軋與鋁板帶的軋制特點(diǎn)相似,厚度的控制主要依靠軋制力和后張力,粗軋加工率厚度很小,其軋制特點(diǎn)已完全不同于鋁板帶材的軋制,具有鋁箔軋制的特殊性,其特點(diǎn)主要有以下幾個(gè)方面:
(1)鋁板帶軋制。要使鋁板帶變薄主要依靠軋制力,因此板厚自動(dòng)控制方式是以恒輥縫為AGC主體的控制方式,即使軋制力變化,隨時(shí)調(diào)整輥縫使輥縫保持一定值也能獲得厚度一致的板帶材。而鋁箔軋制至中精軋,由于鋁箔的厚度極薄,軋制時(shí),增大軋制力,使軋輥產(chǎn)生彈性變形比被軋制材料產(chǎn)生塑性變形更容易些,軋輥的彈性壓扁是不能忽視的,軋輥的彈軋壓扁決定了鋁箔軋制中,軋制力已起不到像軋板材那樣的作用,鋁箔軋制一般是在恒壓力條件下的無輥縫軋制,調(diào)整鋁箔厚度主要依靠調(diào)整后張力和軋速度。
(2)疊軋。對(duì)于厚度小于0.012mm(厚度大小與工作輥的直徑有關(guān))的極薄鋁箔,由于軋輥的彈性壓扁,用單張軋制的方法是非常困難的,因此采用雙合軋制的方法,即把兩張鋁箔中間加上潤(rùn)滑油,然后合起來進(jìn)行軋制的方法(也稱疊軋)。疊軋不僅可以軋制出單張軋制不能生產(chǎn)的極薄鋁箔,還可以減少斷帶次數(shù),提高勞動(dòng)生產(chǎn)率,采用此種工藝能批量生產(chǎn)出0.006mm~0.03mm的單面光鋁箔。
(3)速度效應(yīng)。鋁箔軋制過程中,箔材厚度隨軋制度的升度而變薄的現(xiàn)象稱為速度效應(yīng)。對(duì)于速度效應(yīng)機(jī)理的解釋尚有待于深入的研究,產(chǎn)生速度效應(yīng)的原因一般認(rèn)為有以下三個(gè)方面:
1)、工作輥和軋制材料之間摩擦狀態(tài)發(fā)生變化,隨著軋制速度的提高,潤(rùn)滑油的帶入量增加,從而使軋輥和軋制材料之間的潤(rùn)滑狀態(tài)發(fā)生變化。摩擦系數(shù)減小,油膜變厚,鋁箔的厚度隨之減薄。
2)、軋機(jī)本身的變化。采用圓柱形軸承的軋機(jī),隨著軋制速度的升高,輥頸會(huì)在軸承中浮起,因而使兩根相互作用受載的軋輥將向相互靠緊的方向移動(dòng)。
3)、材料被軋制變形時(shí)的加工軟化。高速鋁箔軋機(jī)的軋制速度很高,隨著軋制速度的提高,軋制變形區(qū)的溫度開高,據(jù)計(jì)算變形區(qū)的金屬溫度可以上升到200℃,相當(dāng)于進(jìn)行一次中間恢復(fù)退火,因而引起軋制材料的加工軟化現(xiàn)象。
制定鋁箔軋制工藝的原則
①總加工率的確定 總加工率是指箔材在經(jīng)過再結(jié)晶退火后到軋制出成品,總的變形程度。一般來說,1系的總加工率可以達(dá)到99%以上,部分8系的產(chǎn)品也可以達(dá)到這個(gè)值,但是鋁合金箔的總加工率一般在90%以下。
②道次加工率的確定 道次加工率的確定是軋制工藝過程的核心,純鋁系列產(chǎn)品,其道次加工率可以達(dá)到65%,坯料退火后的第一道次,不宜采用過大的加工率,一般取50%左右。
軋制厚度
鋁箔軋制時(shí)的厚度測(cè)量方法主要有渦流測(cè)厚、同位素射線測(cè)厚和X射線測(cè)厚。X射線測(cè)厚是在鋁箔生產(chǎn)中,尤其是高速鋁箔軋機(jī)中使用最為普遍的一種測(cè)厚方法。鋁箔軋制時(shí)的厚度控制方法:軋制力控制、張力控制、軋制速度控制、張力/速度、速度/張力控制。